

・1/3 仕様書の作成編
・2/3 プログラミング編(ステージ選択方式)
・3/3 デバッグ編(本記事)
の3記事に渡り、PLCラダー回路の作成を実際にどの様に行うかについて、具体例を使用して説明しています。
今回、実践的にPLCラダー回路の作成方法を紹介するにあたって、
まず、本記事の仕様書編は共通となっていますが、これに続く、プログラミング編とデバッ編では2種類の方法グを紹介しています。
1.大体の人が作成している一般的なPLC回路の
・従来方式
と、これを理解した上で、
2.弊社がおすすめするPLC回路である
・ステージ選択方式
と進んでそれぞれ参照して頂ければ、大容量のラダー回路もより簡単に作成することが可能と思います。
本記事で作成の回路の動作状態は、こちらの動画で[/st-kaiwa2]
ステージ選択方式のPLCラダー回路の特徴やメリットは、下記を参照してください。

【 注意事項】
取り上げたアクチュエーターは、電磁弁、または電動シリンダなどの直動端動作のシーケンス制御回路です。
各ドライバーを介して動作させるアクチュエーターなどの場合は、各ドライバーの仕様、使用方法(I/O制御、通信制御)で対象の回路位置に追加、修正をすることで対応します。
今回上位への通信やモータードライバーなどへの通信は本説明の理解を優先しページ量削減の観点から使用しておりません。(本回路図に追加・修正する形での説明を別途資料を作成予定です)
作成するラダー回路プログラムの完成全体図
はじめに、今回作成を進めていくラダー回路図プログラムの下図は出来上がりの全体図です。
本ページでは、この回路図の作成を順次説明しながら進むことで解説していきますので、ラダー回路の理解と設計方法の参考としてください。
特に、3項で示すとおり、赤線四角囲み数字のところの説明位置をピックアップして説明しますが、ピックアップしていないところも同様な考え方なので、回路図全体を理解することが出来ると思います。
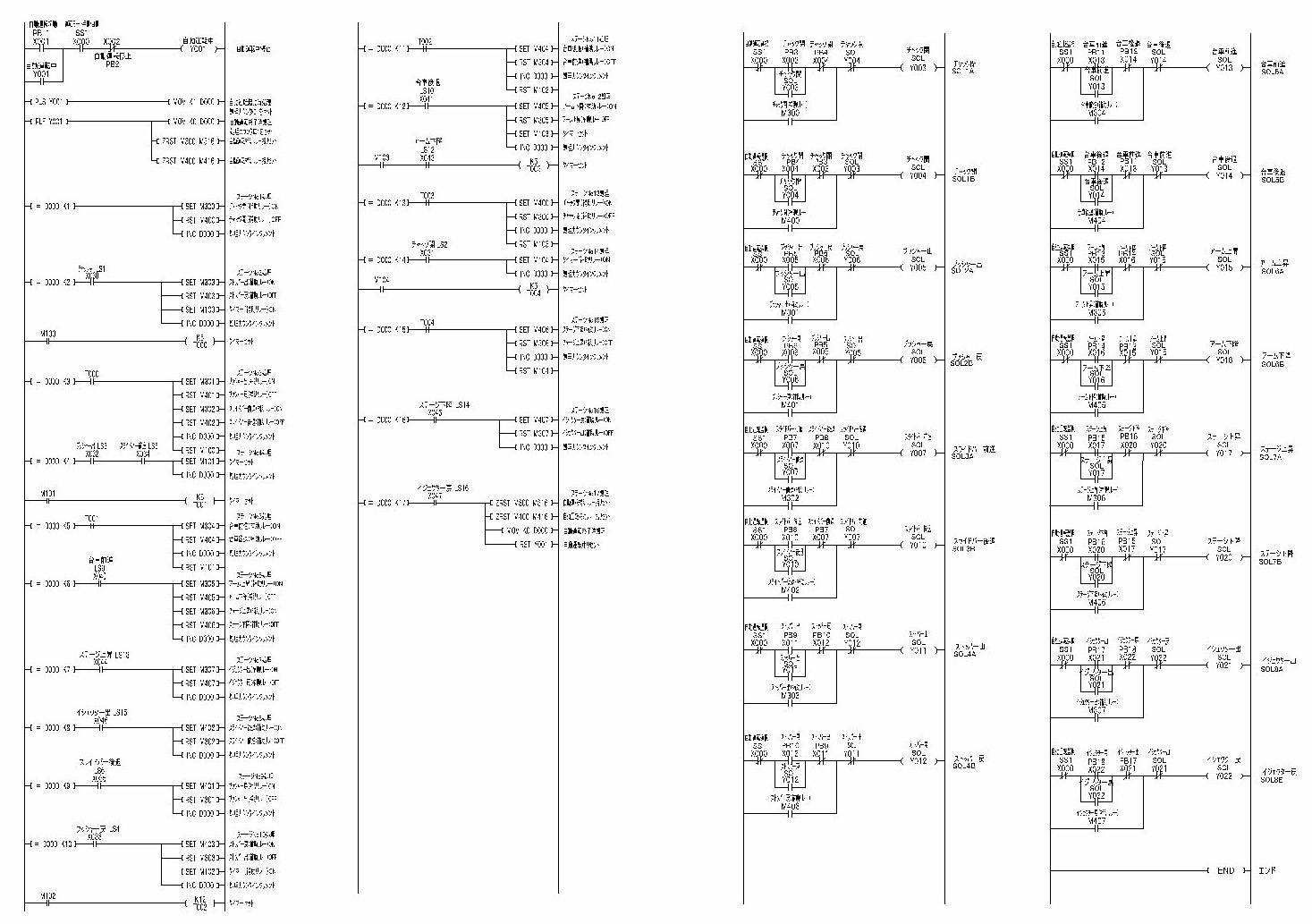
本ラダー回路図は、実際は各メーカーのプログラムにより表示のされ方が少し異なります。
(例えば、内容は異なりますが、この様です。→参考例(PDF))
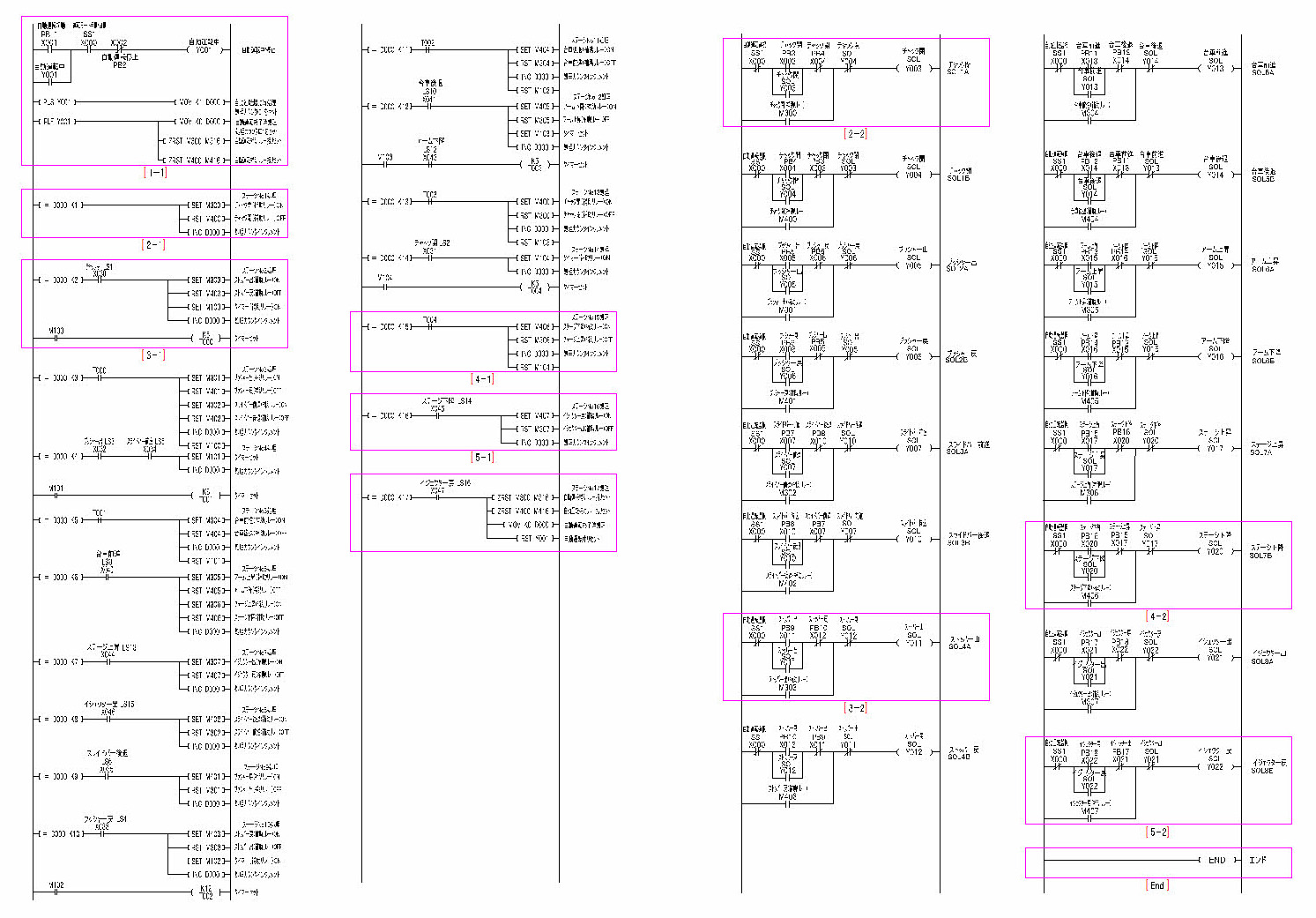
ラダー回路プログラムの説明位置(赤線四角囲み数字の位置)について
下記のPLCラダー回路プログラムの全体において、赤枠の箇所を代表に説明していきます。
【クリックにて、PDF表示】
1-1:自動運転開始、停止
2-1:チャック開自動手動駆動回路
2-2:チャック開補助回路(状態記憶回路など他)
2-3:チャック閉自動手動駆動回路
2-4:チャック閉補助回路(状態記憶回路など他)
|
| プッシャー ~ ステージ迄の
| アクチュエータ回路説明省略
|
3-1:イジェクター出自動手動駆動回路
3-2:イジェクター出補助回路(状態記憶回路など他)
3-3:イジェクター戻自動手動駆動回路
3-4:イジェクター戻補助回路(状態記憶回路など他)
4-1:自動運転終了判断
End:PLCラダー回路の終了記号
以降、上図xxに示す赤枠Noのところを代表としてピックアップして解説していきます。
回路図説明位置に対応するシステム構成図対応位置
制御盤、操作盤、M/Cの内容(電磁弁、モーター、リミットセンサー)など、赤枠の箇所を代表に説明していきます。
【制御システム構成図】
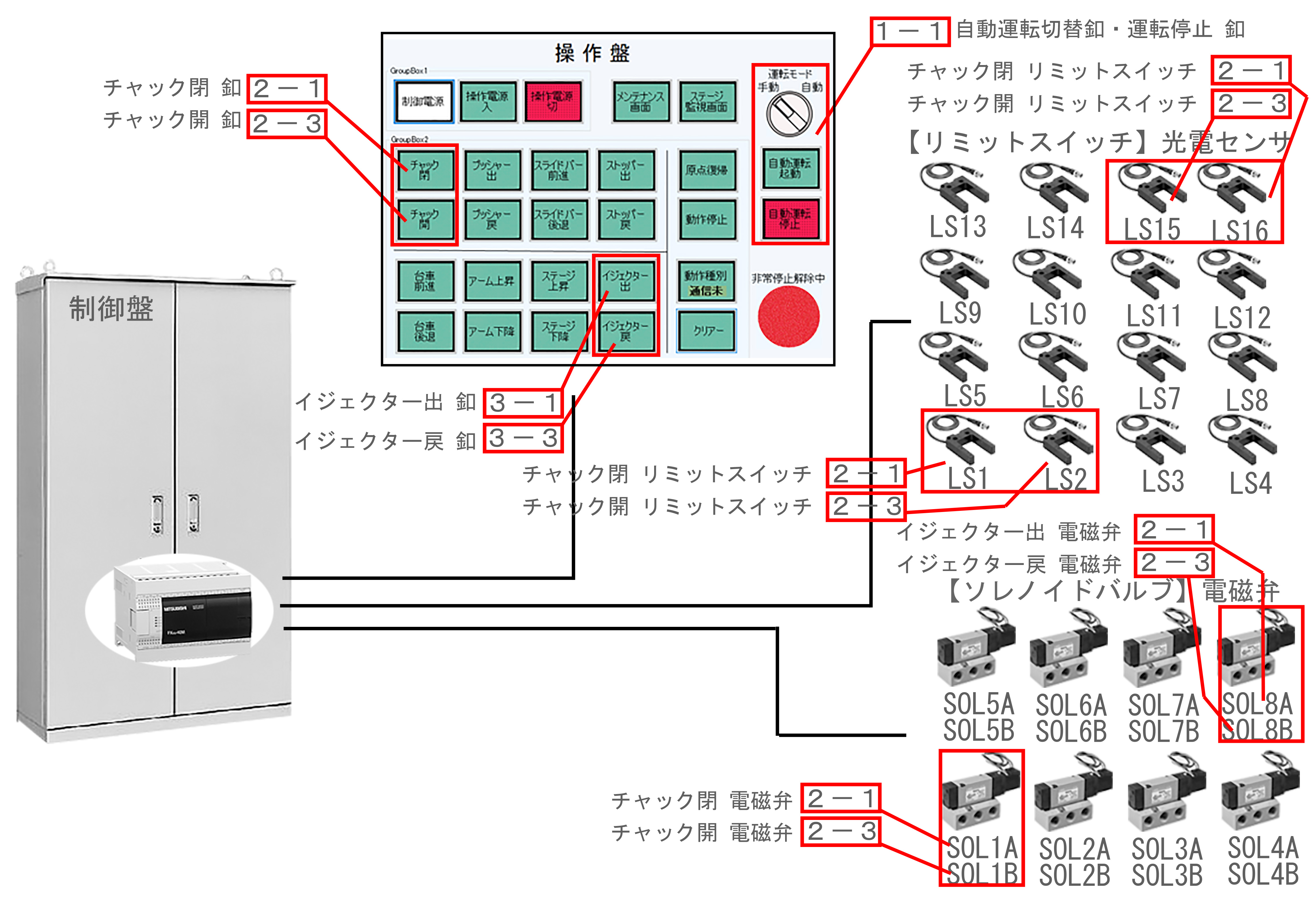
【 図2】
回路図説明位置に対応するPLC入出力割付表対応位置
PLCラダープログラムを作成するにあたっては、プログラムの各入力(操作盤取り付けの押し釦SWやM/C内の各アクチェーターの動作位置に取り付けされたリミットセンサーなど)と各出力(操作盤等表示灯、及び空圧シリンダ(アクチュエータ)などに使用される電磁弁(ソレノイド)など)をプログラムで扱える様に決めてあげる必要があります。
入力は、X000~X047、出力は、Y000~Y022 の端子に割付けて接続するとX000~、Y000~の記号で使用することが出来る様になります。
回路図説明位置に対応するPLC入力割付表対応位置
入力は、操作盤取り付けの押し釦SWやM/C内の各アクチェーターの動作位置に取り付けされたリミットセンサーなど、赤枠の箇所を代表に説明していきます。
上図、図1の構成図において、PLCに接続される入力は、操作盤の押し釦、及びなどです。
これらの各入力をPLC出力端子に割付けられた 例えばX000~X017に配線で接続します。このX000~X017を記号Noとしてこれから作成するラダープログラムで各出力として使用していきます。
【PLC入力割付表】
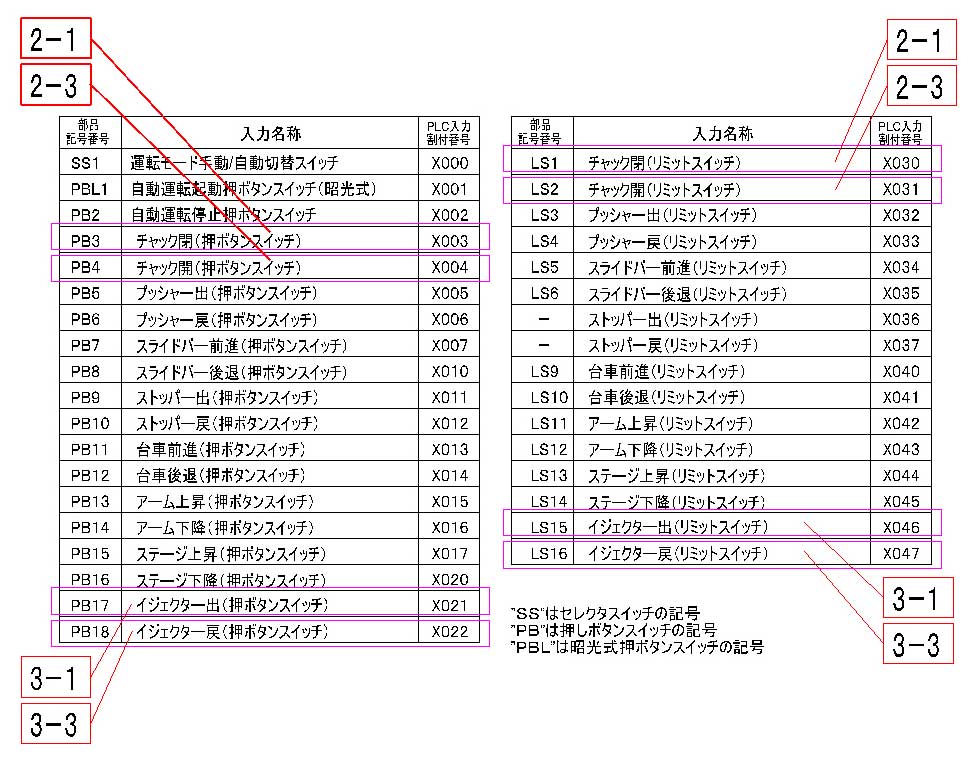
【 図3】
回路図説明位置に対応するPLC出力割付表対応位置
出力は、操作盤取り付けの表示灯、照光式押し釦の表示灯や電磁弁(SOL)の動作信号など、赤枠の箇所を代表に説明していきます。
上図、図1の構成図において、PLCに接続される出力は、操作盤等表示灯、及び空圧シリンダ(アクチュエータ)などに使用される電磁弁(ソレノイド)などです。
これらの各出力をPLC出力端子に割付けられた 例えばY000~Y017に配線で接続します。このY000~Y017を記号Noとしてこれから作成するラダープログラムで各出力として使用していきます。
【PLC出力割付表】
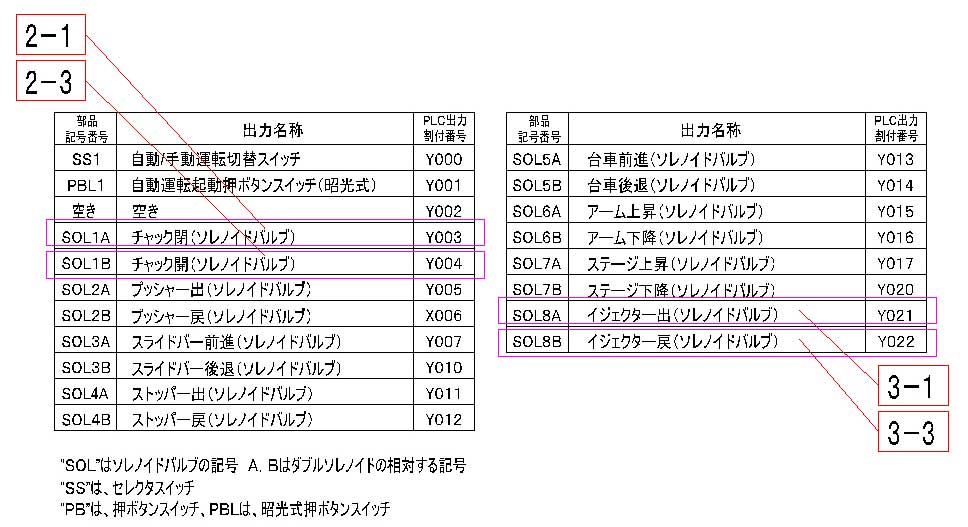
【 図4】
回路図説明位置に対応する動作タイムチャート対応位置
自動運転時どの様な動作をさせたいか
自動運転のシーケンスタイムチャートなどの動作仕様が必要となります。
口頭や記憶ではなく、必ず図面化して仕様を明確に決定します。
【自動運転時動作タイムチャート】
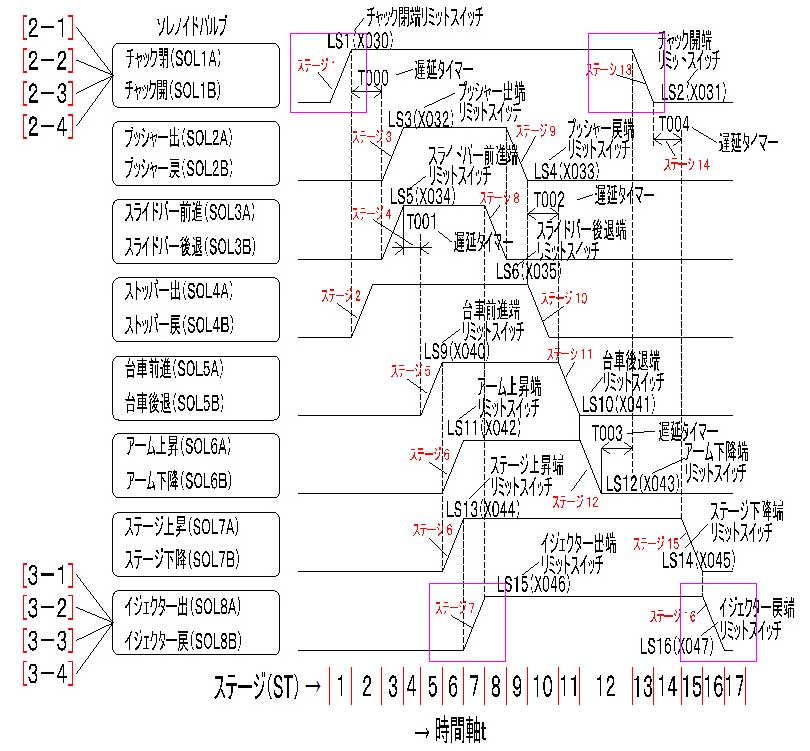
【 図5】自動運転時動作タイムチャート(ステージ選択方式プログラム作成)
ラダー回路図プログラム作成5方法の説明
ラダー回路図プログラムの説明において、[1-1]、[2-1]~[2-2]、[3-1]~[3-2]、[4-1]~[4-2]、[5-1]~[-2][End]は、上記の全体回路図、IO割付表、タイムチャート、および下記のラダー回路図プログラム作成方法の説明に記載の記号に対応するものです。各図の支持位置を一致参照しながら理解を願います。
※下記の回路図で修正箇所として、自動運転中は手動押釦がきかないように各手動回路ラインに自動運転中B接点を挿入予定。
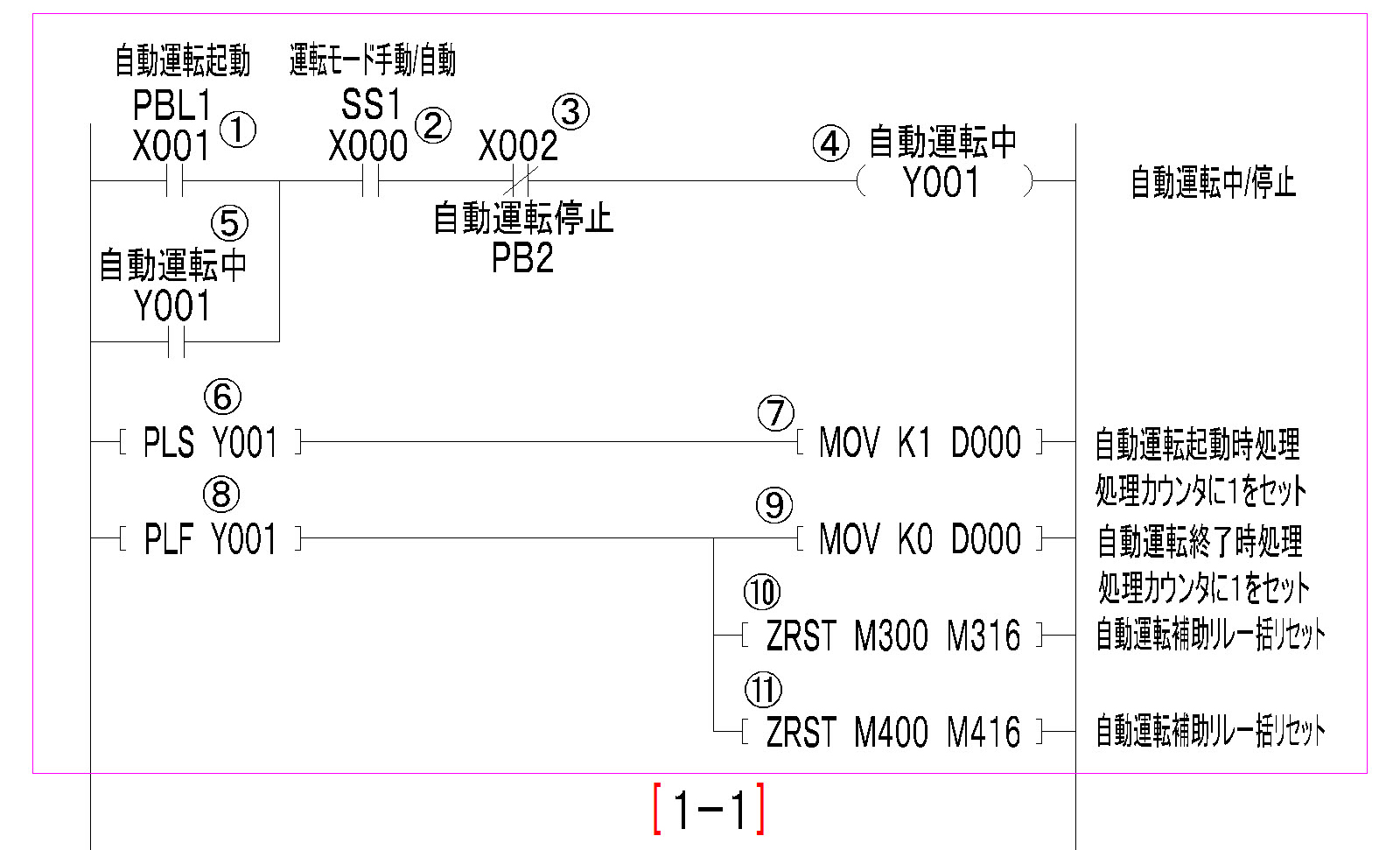
下図の[1-1]において
運転ード手動自動SS1(セレクタスイッチ)X000②が自動モード側にセレクトつまりONで、自動運転起動押釦PBL1(押釦)X001①を押すと、自動運転中Y001出力④がONします。
これにより接点である自動運転中Y001出力⑤もONするので、自動運転起動押釦(PBL1)①X001がOFFしてもY001④はONを自己保持(セルホードとも言う)し、自動運転がスタートされます。
つぎに、Y001がONした立ち上がりのタイミング⑥でデータメモリD000にデータ”1”がセット⑦されます。
また、タイムチャート1シーケンスの最終説明にある回路[6-1]で自動運転中出力 Y001 がOFFされますが、この”Y001”の立下りのタイミング⑧で
⑨データメモリD000にデータ”0”(K0)がセットされ、
⑩補助接点M300~316をOFFし、
⑪ 補助接点M400~416をOFFし、
自動運転をOFFし、1サイクルを終了します。
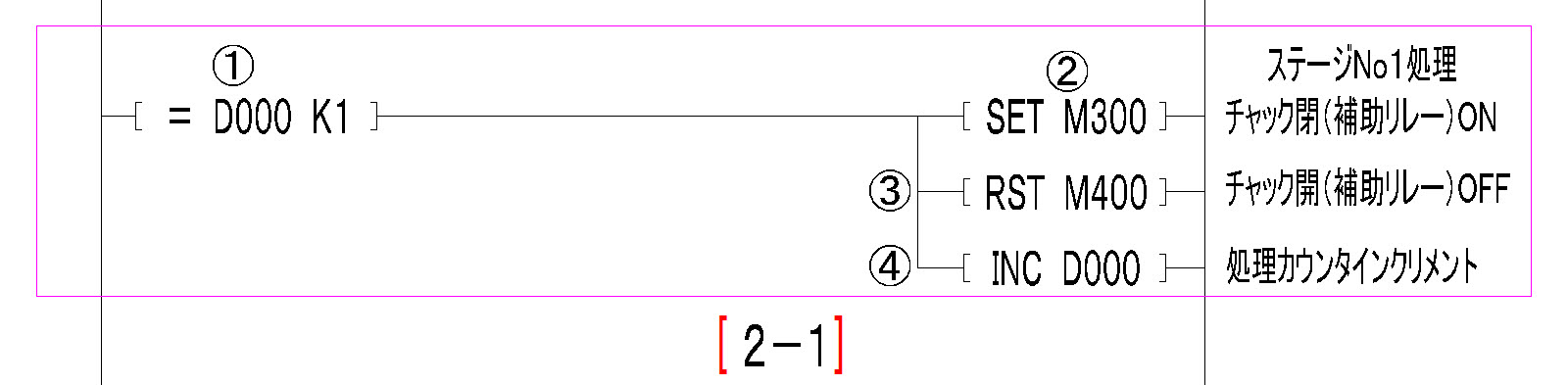
下図の[2-1]において
下記の説明回路番号[2-1]はチャック閉の制御タイミング回路です。
データメモリD000の内容が"1"(K1)の時、
②補助リレーM300(チャック閉)をセットつまりONし、
③補助リレーM400((ストッパー出)をリセットつまりOFFし、
④データメモリD000の内容(値)をプラス"1"します。
下図の[2-2]において
下記の説明回路番号[2-2]はチャック閉の出力部の回路です。
この回路は
上段の①~③、⑥が手動回路(押釦による手動運転やメンテナンス時の個別動作など)で、下段の⑦”M300”は自動運転時に、チャック閉⑤をONする共有回路です。

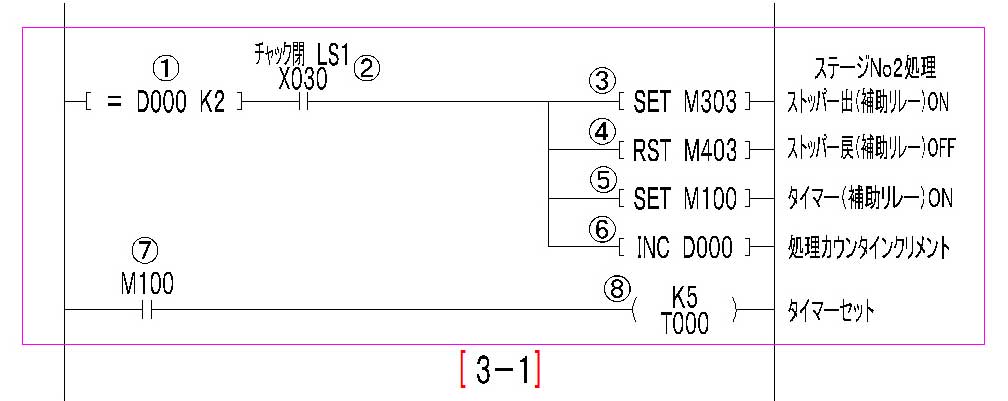
下図の[3-1]において
下記の説明回路番号[3-1]はストッパー出の制御タイミング回路です。
データメモリD000の内容が"2"(K2)の時、チャック閉リミットSW LS1 X030②がONすると
③補助リレーM303(ストッパー出)をセットつまりONし、
④補助リレーM403(ストッパー戻り)をリセットつまりOFFし、
⑤補助リレーM100(タイマー起動)をセットつまりONし、
⑥データメモリD000の内容(値)をプラス"1"します。
そして、⑦補助リレーM100がONすることで、タイマーT000を5000msec⑧で起動します。
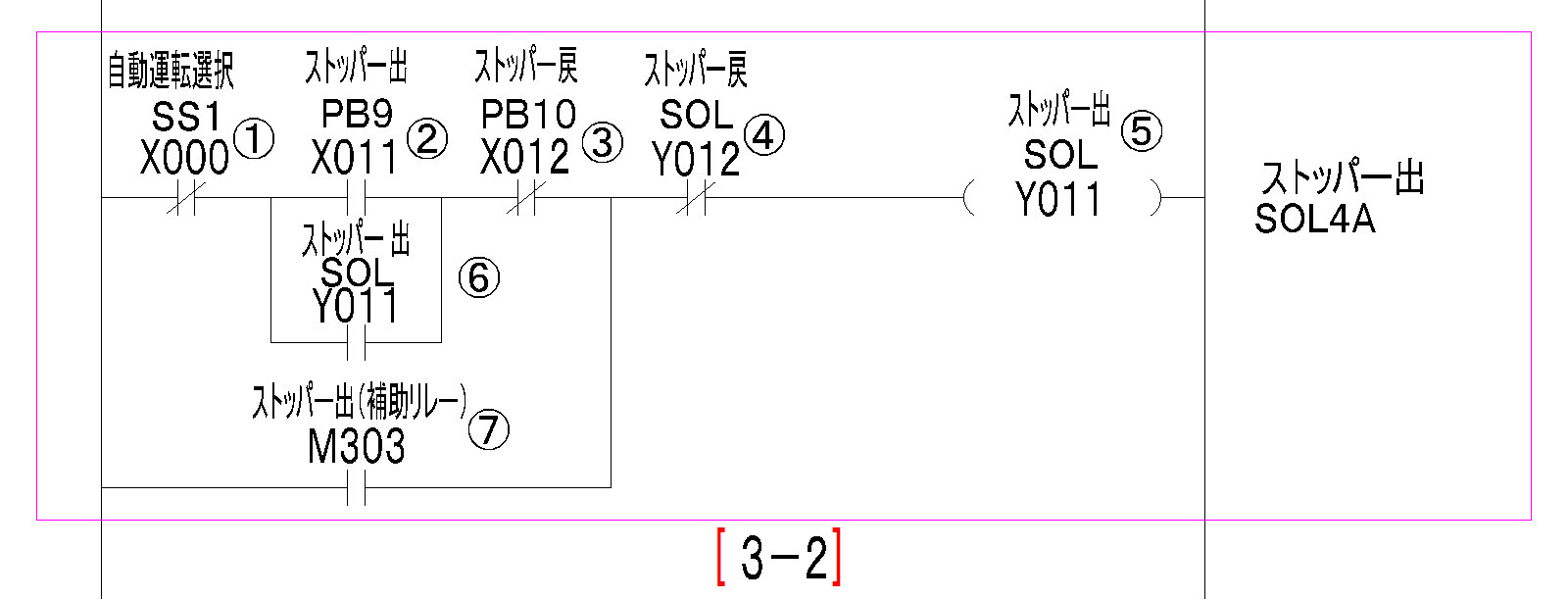
下図の[3-2]において
下記の説明回路番号[3-2]はストッパー出の出力部の回路です。
この回路は
上段の①~③、⑥が手動回路(押釦による手動運転やメンテナンス時の個別動作など)で、下段の⑦”M300”は自動運転時に、ストッパー出⑤をONする共有回路です。
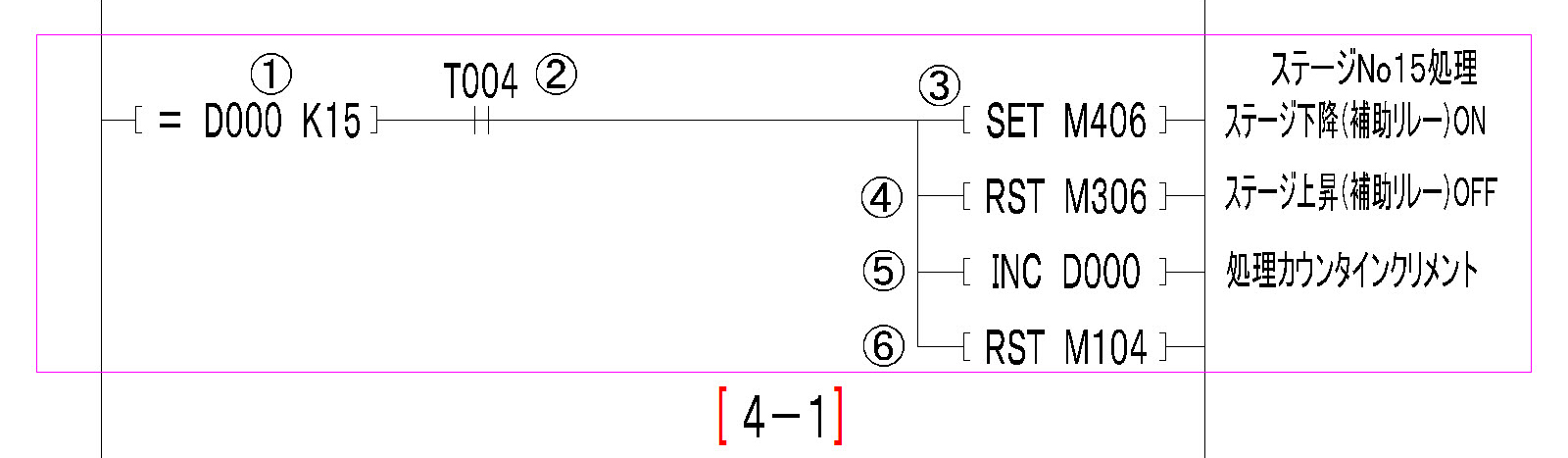
下図の[4-1]において
下記の説明回路番号[4-1]はステージ下降の制御タイミング回路です。
データメモリD000の内容が"15"(K15)の時、タイマーT004 ②がタイムアップONすると
③補助リレーM406(ステージ下降)をセットつまりONし、
④補助リレーM306(ステージ上昇)をリセットつまりOFFし、
⑤データメモリD000の内容(値)をプラス"1"し、
⑥補助リレーM104(タイマー起動)をリセットOFFします。
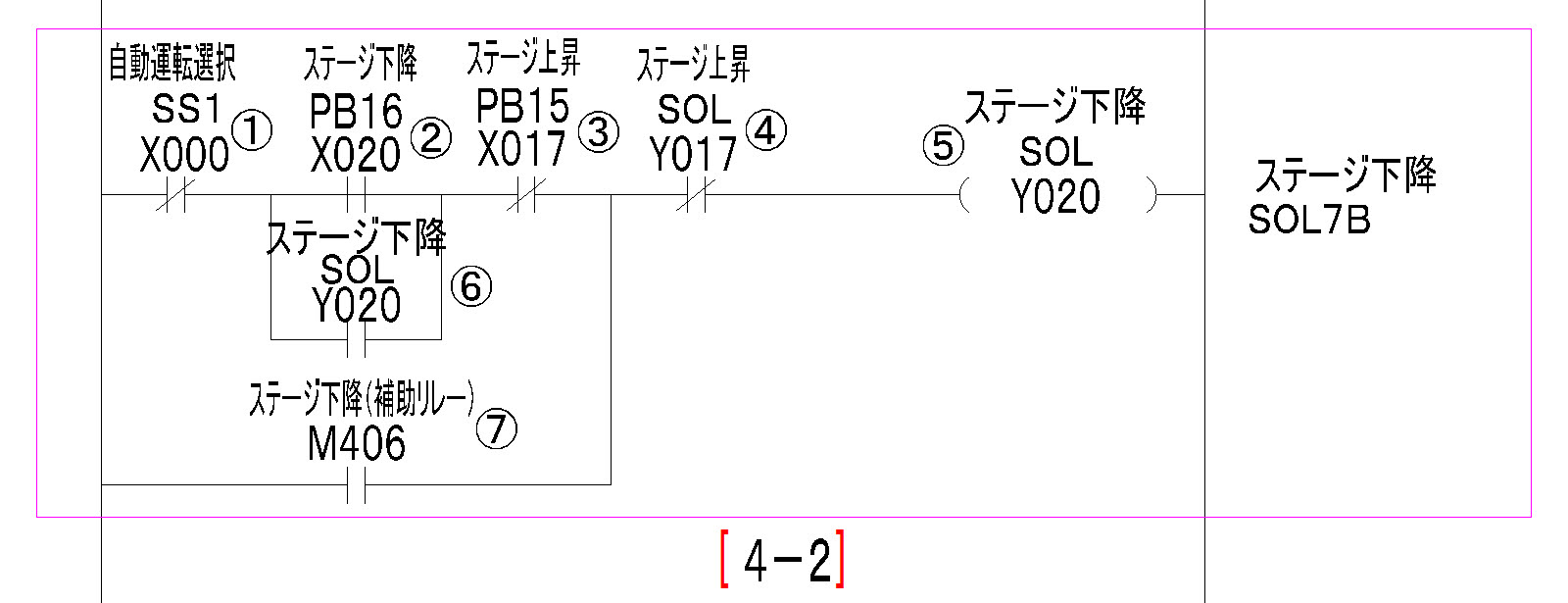
下図の[4-2]において
下記の説明回路番号[4-2]はステージ下降の出力部の回路です。
この回路は
上段の①~③、⑥が手動回路(押釦による手動運転やメンテナンス時の個別動作など)で、下段の⑦”M300”は自動運転時に、ステージ下降⑤をONする共有回路です。
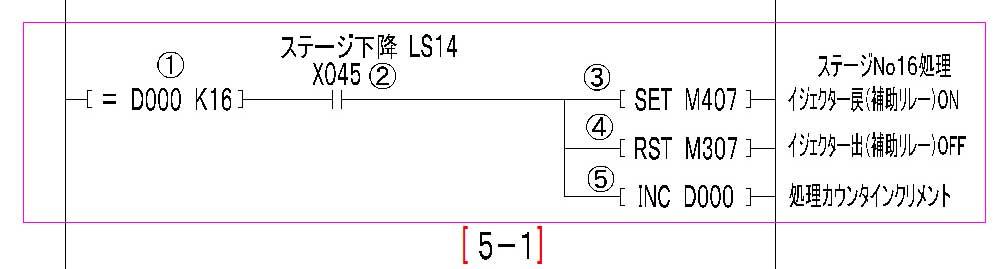
下図の[5-1]において
下記の説明回路番号[5-1]はイジェクター戻りの制御タイミング回路です。
データメモリD000の内容が"16"(K16)の時、ステージ下降リミットSW LS14 X045 ②がONすると
③補助リレーM407(イジェクター戻)をセットつまりONし、
④補助リレーM307(イジェクター出)をリセットつまりOFFし、
⑤データメモリD000の内容(値)をプラス1します。
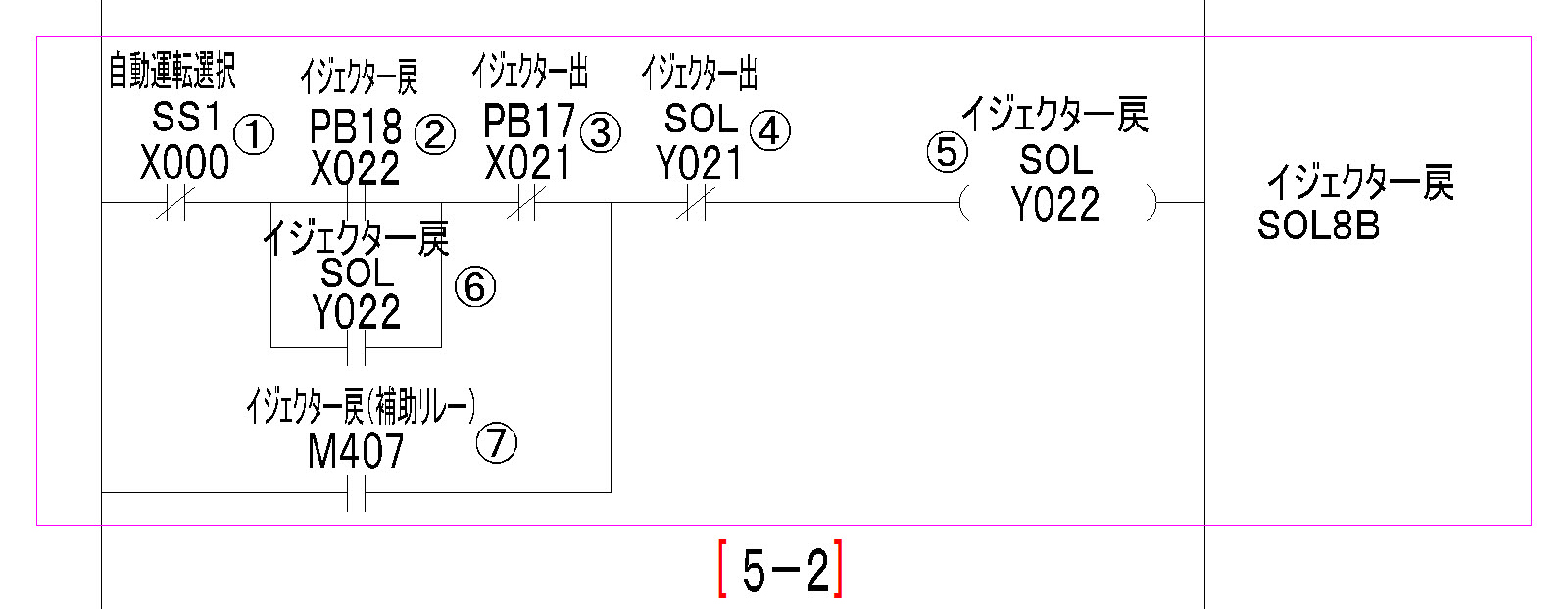
下図の[5-2]において
下記の説明回路番号[5-2]はイジェクター戻りの出力部の回路です。
この回路は
上段の①~③、⑥が手動回路(押釦による手動運転やメンテナンス時の個別動作など)で、下段の⑦”M300”は自動運転時に、イジェクター戻⑤をONする共有回路です。
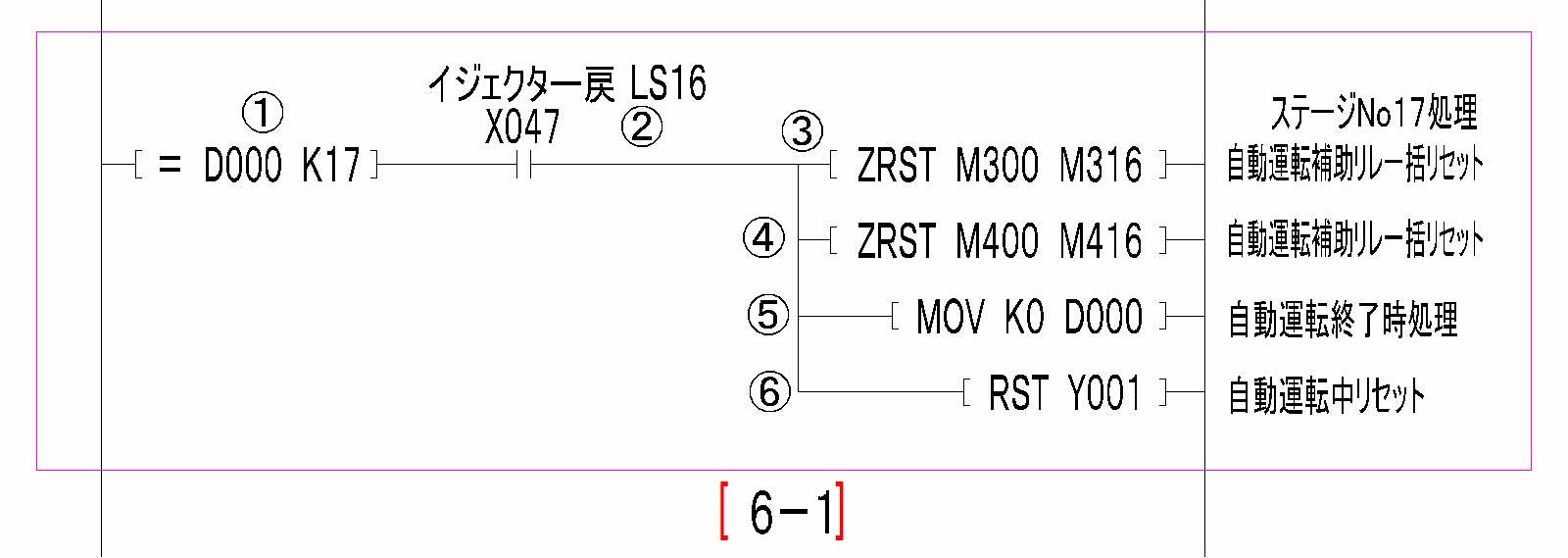
下図の[6-1]において
下記の説明回路番号[6-1]はイジェクター戻りの制御タイミング回路です。
データメモリD000の内容が"17"(K17)の時、イジェクター戻リミットSW LS16 X045 ②がONすると
③補助リレーM300~M316をリセットつまりOFFクリアーし、
④補助リレーM400~M416をリセットつまりOFFクリアーし、
⑤データメモリD000の内容(値)に”0”をセットし、
そして、自動運転中出力Y001をリセットつまりOFFします。
下図[End]において
下記の説明回路番号[End]はPLCのラダー回路図で終了の意味を持つお決まりごとの命令です。
関連記事 前後への移動
| 1.『PLCラダー回路の作成1/3(仕様書の作成編)』 |
| 2.『PLCラダー回路(従来方式)の作成2/3(プログラミング編)』 or 『PLCラダー回路(ステージ選択方式)の作成2/3(プログラミング編)』 |
| 3.『PLCラダー回路の作成3/3(デバッグ編)』 |
本記事において出来上がったラダー回路図の動作
回路図の動きの動画はここをクリック
PLCラダー回路図が動作していく状況を電気が導通していく太い赤色線で表示しています。